
懋翔科技的其中一家智慧製造專案的客戶(系統家具廠),
廠內目前有三台木業CNC機台,分別是:
- NESTING(恩德)
- PTP-160(HOMAG)
- Stryker5s(恩德)
原本這位客戶只有邰展的裁板機,
新增了Nesting機台後,可以做正面加工和開料的Nesting機台,就成了裁板主力,
但還是有些案子,會因為板材的種類或當下生產排程因素,讓板子分流到裁板機加工。
這篇文章會分享這位客戶修改洗溝分流和細節的各個階段,
您可以藉此一窺我們的智慧製造專案的真實過程。
客戶的洗溝需求
第1階段-正面洗溝上NESTING,其餘傳統機器開溝
在尚未購入NESTING機台前,客戶的標準背板溝,都是由傳統機台來開溝,
但購入NESTING之後,發現由NESTING開溝很方便,
所以我們統一將有洗溝的面,解釋成板材的正面,由NESTING開溝。
(備註:NESTING僅能處理正面垂直加工)
但不由NESTING開料的板材,還是僅於標籤上做洗溝記號,
由人員用傳統機台加工。
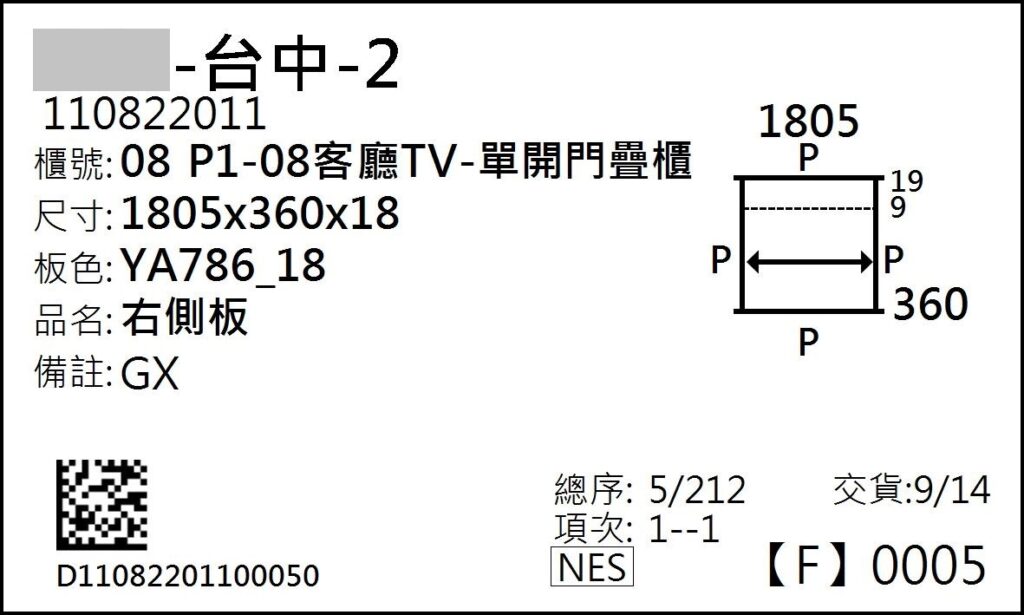
右上方圖示中的虛線,就是代表洗溝
第2階段-PTP160的袋洗洗溝
發現機台洗溝挺為便利之後,
客戶要求有些NESTING沒有做的洗溝,希望能上PTP-160這台平台式加工機做。

雖然是用鉅片也可以洗溝,
但因為偶爾會有區間洗溝的狀況(一條溝在板材中間段,不從頭打到尾),
所以後來決定由懋翔科技的CNC產生器,
將原本的鉅片洗溝,自動轉為「袋洗」(POCKET,也稱為洗槽)加工。
第3階段-袋洗轉路打
後來人員又反映,袋洗的模式,刀具會由溝的正中央下刀,
下刀後才繞到左邊,再繞回右邊,相當花時間,
因為客戶本身PTP-160上已有9MM直徑的刀具,可以一刀完成,
所以最後協議改成:
- 9MM溝寬的溝,解釋為「路打」,這樣可以由左到右一次打完
- 5MM和6.5MM溝寬的溝,沒有相對應的刀具,還是維持解釋成「袋洗」
第4階段-區間洗溝,偏移起終點
然後過一陣子,客戶的客戶要求:希望溝不要洗破板材邊緣會比較漂亮,
例如側板,和頂底板對接的地方,希望不要洗到最邊緣。
原本客戶在3DDE參數設計平台建模時,有自行輸入了洗溝起終點座標向內偏7mm,
但因為我們已經將洗溝解釋為「路打」,
路打動作會將起點座標當作「刀具圓心點」位置下刀。
若起點離邊7MM,刀具直徑是9MM,刀具圓心會對準離邊7MM處下刀,
則實際打完後,邊緣僅剩下7-(9/2)=2.5MM,
本來以為沒問題,結果在封邊時被壓破掉了,所以又找我們求救。
最後我們統一將:
- NESTING上的正面「路打」洗溝
- PTP-160上的9MM「路打」洗溝
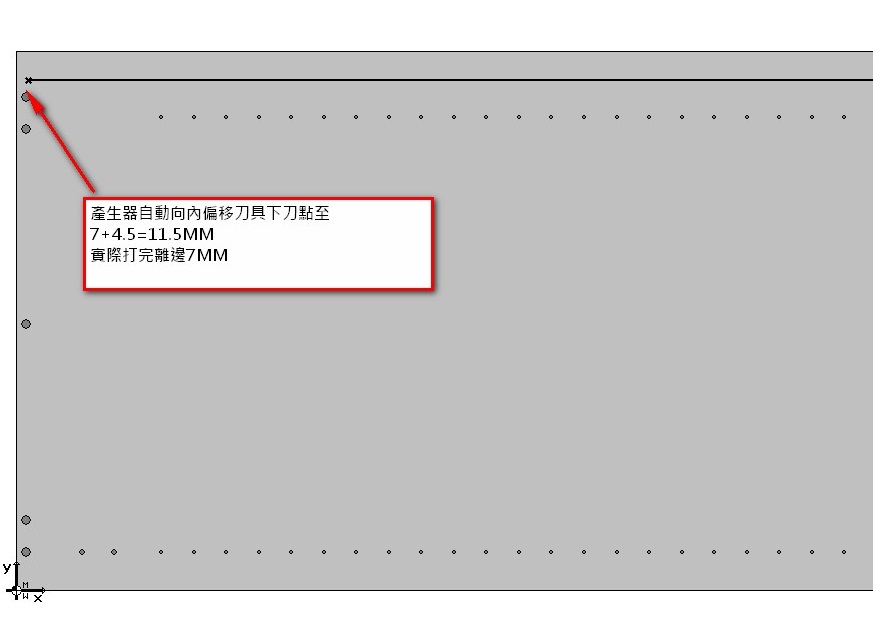
都在CNC產生器解譯為加工區段往內偏移刀具半徑(9/2=4.5MM),
讓下刀時刀具中心點對準離邊11MM的位置,打完後邊緣實際會留7MM。
而袋洗部分,機器端解釋方式原本就是遵循我們給的加工範圍去繞出一個槽,
所以不由產生器調整下刀點。
最後是無論加工過程是使用袋洗或打型,
完成的洗溝起終點,都會統一離邊7MM。
結語
以上就是到目前為止的客戶系統櫃工廠的「洗溝演變史」,
有點曲折,但這就是我們執行智慧製造專案的日常。
透過這則記錄,您可以看到我們的專案服務非常客製化且細緻,
每個工廠 現有的機台 和 廠內狀況 都不同,
我們可以根據客戶現階段的狀況,做到詳細的加工分流,
更可以在幾年後,客戶購買新機台時,
因應加工需求改變,將軟體分流設定也跟著變動。
其他延伸閱讀
※若您是第一次接觸「少量多樣模組化製造」,
歡迎點選 這個影片 了解工業4.0思維。
※我們有能力分流工廠內多台CNC的加工資料,請參考這篇文章。
※歡迎透過 產品介紹 了解我們協助工廠智慧製造的專案內容。